








Foratrice CNC serie TD-1 per tubi collettori




| Articolo | Nome | parametro | ||
| TD0308 | TD0309 | TD0608 | ||
| Precisione dimensionale e di lavorazione del tubo collettore. | Materiale dell'intestazione | SA106-C,12Cr1MoVG,Pagina 91,Pagina 92 (Durezza massima alla saldatura di giunzione: 350HB | CS - SA 106 Gr. B(La durezza massima nella saldatura di giunzione è 350HB) | |
| Gamma di diametri esterni della testata | φ60-φ350mm | φ100-φ600mm | ||
| Intervallo di lunghezza dell'intestazione | 3-8,5 m | 3-7,5 m | ||
| Intervallo di spessore dell'intestazione | 3-10 mm | 15-50 mm | ||
| Diametro di foratura (una volta formato) | φ10-φ64mm | ≤φ50mm | ||
| Diametro di lavorazione dell'annidamento (una volta formato) | φ65-φ150mm | |||
| Sezione dritta l del bordo del foro più esterno fino all'estremità | ≥100mm | |||
| Testa divisoria CNC | Quantità | 2 | 1 | |
| velocità di rotazione | 0-4 giri/min (CNC) | |||
| tratto verticale | ±100mm | ±150 mm | ||
| Orizzontalecolpo | 500 millimetri | |||
| Modalità di avanzamento verticale | Avanzamento lento | |||
| Modalità velocità di avanzamento orizzontale | Avanzamento lento | |||
| Testa di perforazione e suo montante verticale | Foro conico del mandrino di foratura | BT50 | ||
| Giri al minuto del mandrino | 30~3000 giri/min(Regolabile in continuo) | |||
| Corsa Z della testa di foratura | Circa 400 mm | Circa 500mm | ||
| Corsa della testa di foratura in direzione Y | Circa 400 mm | |||
| Velocità massima di movimento della testa di foratura nella direzione Z | 5000 mm/min | |||
| Velocità massima di movimento della testa di perforazione in direzione Y | 8000 mm/min | |||
| Modalità di guida | Servomotore + vite a sfere | |||
| Portale | Modalità di azionamento del portale | Servomotore + cremagliera e pignone | ||
| Corsa massima dell'asse x | 9m | |||
| Velocità massima di spostamento dell'asse x | 8000 mm/min | 10000 mm/min | ||
| altro | Numero di sistemi CNC | 1 set | ||
| Numero di assi NC | 4 | |||
| Organizzazione di test | 1 set | |||
| Dispositivo di pressatura ausiliario | 1 set | |||
| Dispositivo di supporto | 1 set | |||
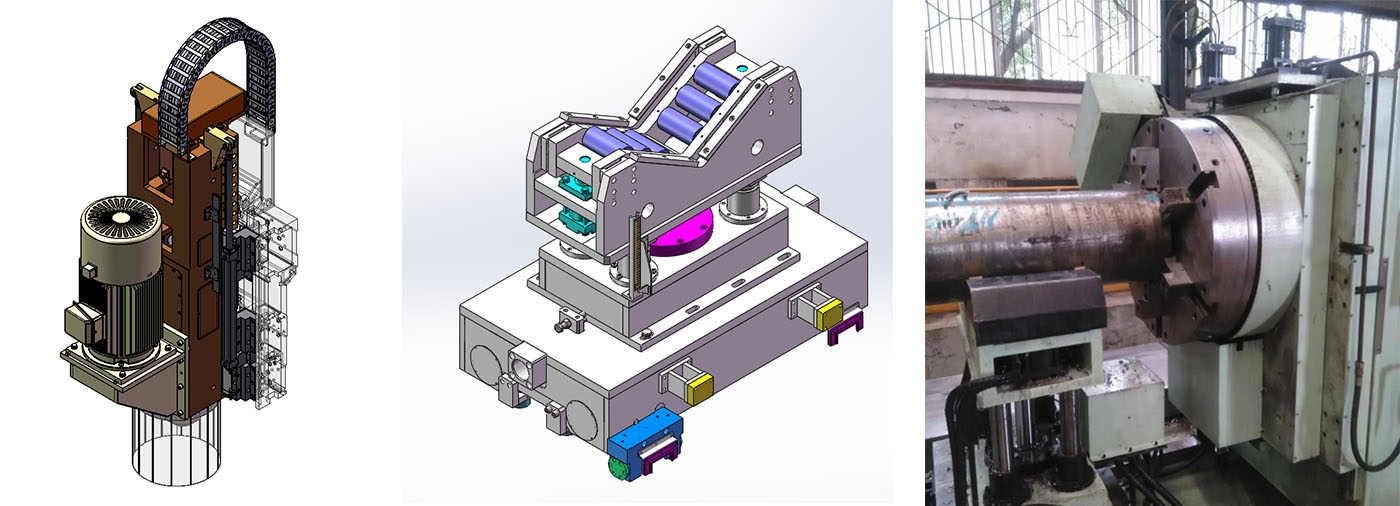
La macchina è composta da base, portale, testa di foratura, testa divisoria CNC, dispositivo di pressatura ausiliario, dispositivo di supporto, magazzino utensili, sistema di scarico e raffreddamento trucioli, sistema di lubrificazione e idraulico automatico, sistema pneumatico e sistema elettrico.
a. Testa di perforazione e montante verticale
La testa di foratura è azionata da un motore a frequenza variabile tramite cinghia. Il pistone verticale è guidato da una guida lineare a rulli, l'avanzamento verticale è azionato da un servomotore CA per azionare una coppia di viti a sfere e consente il movimento di avanzamento rapido/avanzamento/arresto/ritardo.


b. Testa divisoria CNC
La testa divisoria CNC è installata a un'estremità della base della macchina utensile, e può muoversi avanti e indietro per facilitare il carico e lo scarico della testa. La testa di indicizzazione è dotata di un mandrino idraulico personalizzato, che adotta un cuscinetto orientabile di precisione con elevata precisione di trasmissione e coppia elevata.

c. Rimozione dei trucioli e raffreddamento
La grondaia sotto la base è dotata di un trasportatore di trucioli a catena piatta, che può essere scaricato automaticamente nel contenitore finale per i detriti. Nel serbatoio del refrigerante del trasportatore di trucioli è presente una pompa di raffreddamento, che può essere utilizzata per il raffreddamento esterno dell'utensile, garantendo prestazioni di perforazione ottimali e una maggiore durata della punta. Il refrigerante può essere riciclato.

d. Sistema di lubrificazione
La macchina utensile adotta la combinazione di un sistema di lubrificazione automatica e di una lubrificazione manuale per lubrificare anche tutte le parti della macchina, evitando così il noioso funzionamento manuale e migliorando la durata di ogni parte.
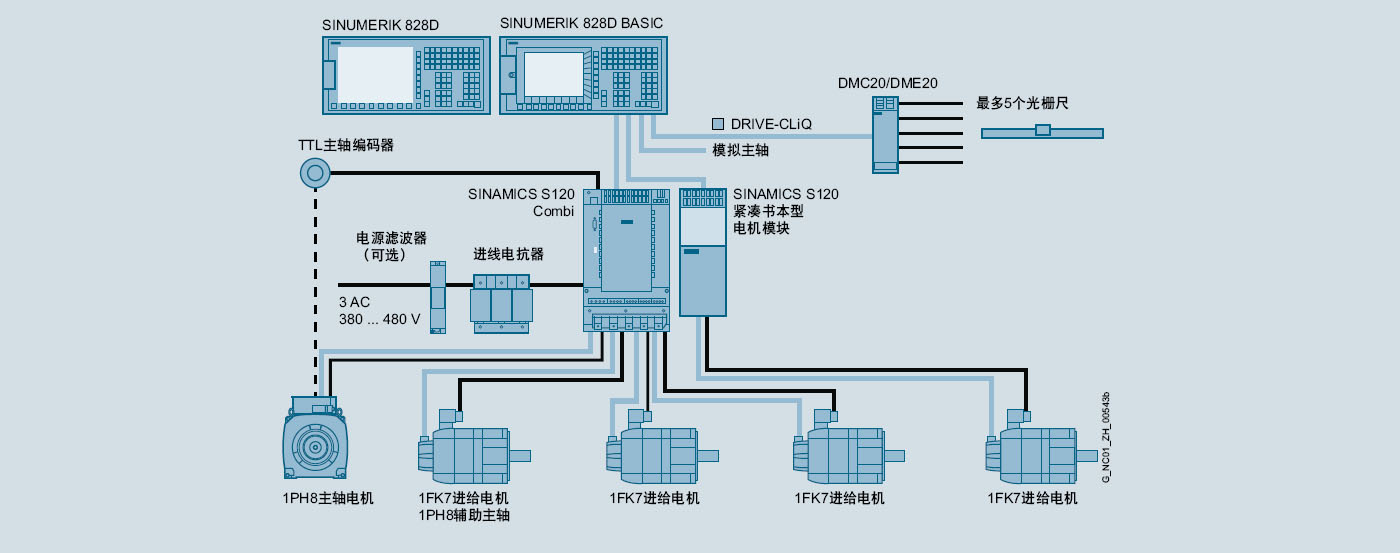
e. Sistema di controllo elettrico
Il sistema CNC adotta il sistema Siemens SINUMERIK 828d. SINUMERIK 828d è un sistema CNC basato su pannello. Il sistema integra CNC, PLC, interfaccia operativa e circuito di controllo delle misure.
| NO. | Nome | Marca | Paese |
| 1 | CNCsistema | Siemens 828D | Germania |
| 2 | Servomotore di alimentazione | Siemens | Germania |
| 3 | Lguida lineare | HIWIN/PMI | Taiwan, Cina |
| 4 | Riduttore di precisione asse X | ATLANTA | Germania |
| 5 | Coppia di cremagliere e pignone dell'asse X | ATLANTA | Germania |
| 6 | Mandrino di precisione | Kenturn/Spintech | Taiwan, Cina |
| 7 | Motore del mandrino | SFC | Cina |
| 8 | valvola idraulica | ATOS | Italia |
| 9 | Pompa dell'olio | Justmark | Taiwan, Cina |
| 10 | Catena portacavi | CPS | Corea |
| 11 | Sistema di lubrificazione automatico | HERG | Giappone |
| 12 | Pulsante, spia luminosa e altri componenti elettrici principali | Schneider | Francia |
| 13 | vite a sfere | I+F/NEFF | Germania |
Nota: quanto sopra è il nostro fornitore standard. È soggetto a sostituzione con componenti di pari qualità di altre marche qualora il fornitore sopra indicato non fosse in grado di fornirli per motivi particolari.



Breve profilo aziendale  Informazioni sulla fabbrica
Informazioni sulla fabbrica  Capacità produttiva annuale
Capacità produttiva annuale  Capacità di scambio
Capacità di scambio 
