



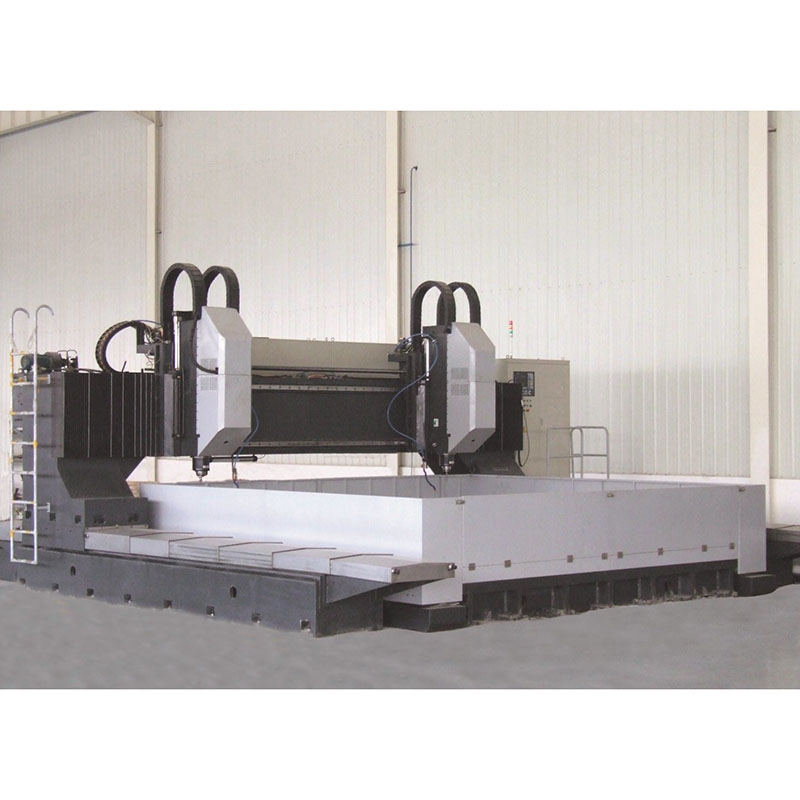



Macchina di perforazione mobile a portale CNC serie PLM




| Item | Nnome | parametro | |||
| PLM3030-2 | PLM4040-2 | PLM5050A-2 | PLM6060-2 | ||
| Massima lavorazionematerialemisurare | Lunghezza x larghezza | 3000*3000 millimetri | 4000×4000 millimetri | 5000×5000 millimetri | 5000×5000 millimetri |
| Spessore massimo della piastra lavorata | 250 millimetri, Scalabile fino a 380 mm | ||||
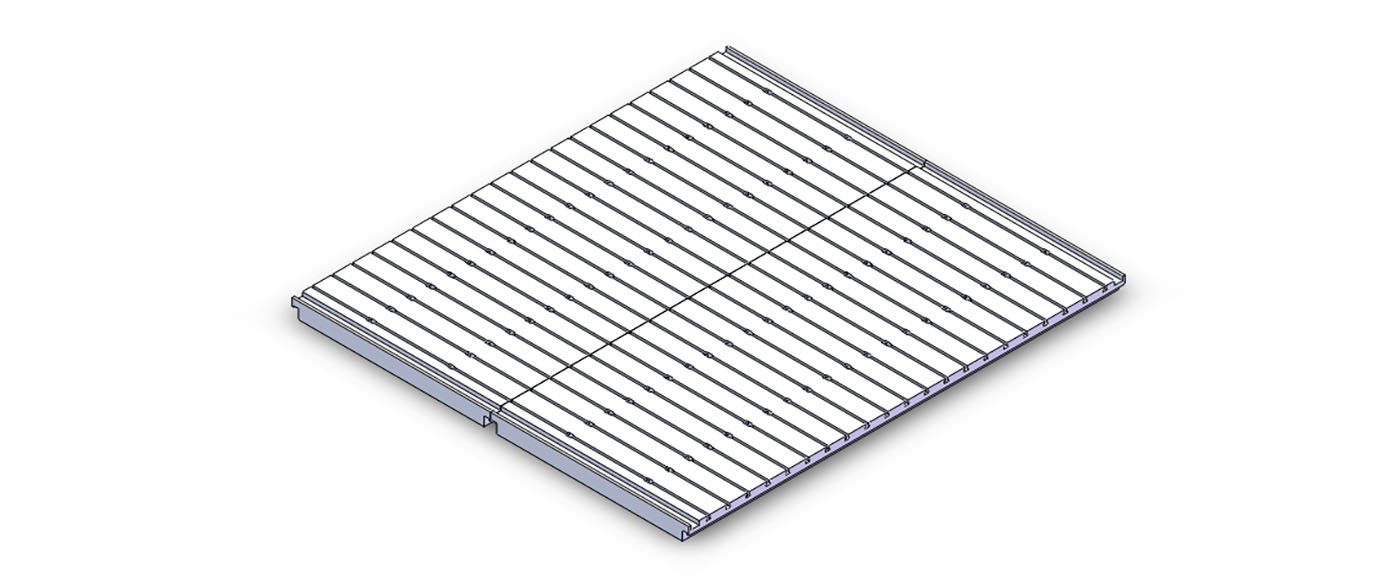
| Lavorotavolo | Dimensioni del banco da lavoro | 3500×3000 millimetri | 4500×4000 millimetri | 5500×4000 millimetri | 5500×4000 millimetri |
| Larghezza della scanalatura a T | 28 millimetri | ||||
| Lportante | 3tons/㎡ | ||||
| PerforazioneMandrino | Massimoperforazionediametro del foro | φ60 mm | |||
| Rapporto massimodella lunghezza dell'utensile rispetto al diametro del foro | ≤10(Coronacarburotrapano) | ||||
| Mandrinogiri al minuto | 30-3000 giri/min | ||||
| Cono del mandrino | BT50 | ||||
| Potenza del motore del mandrino | 2×22kW | ||||
| Coppia massima del mandrinon≤750 giri/min | 280 Nm | ||||
| Distanza dalla faccia inferiore dell'estremitàmandrinoal tavolo da lavoro | 280—780 millimetri (Regolare in base amaterialespessore) | ||||
| Movimento longitudinale del portale (asse x) | Corsa massima | 3000 millimetri | 4000 millimetri | 5000 millimetri | |
| Velocità di movimento sull'asse X | 0—8 m/min | ||||
| Potenza del servomotore dell'asse X | 2×2,7 kW | ||||
| Pprecisione di posizionamento | asse X、asse Y | 0.06 millimetri/ Totalecolpo | 0.08 millimetri/ Totalecolpo | 0.10 millimetri/ Totalecolpo | |
| Ripeti la precisione del posizionamento | asse X、asse Y | 0,035mm/ Totalecolpo | 0.04 millimetri/ Totalecolpo | 0.05 mm/ Totalecolpo | |
| Sistema idraulico | Pressione/portata della pompa idraulica | 15 MPa / 25 l/min | |||
| Potenza del motore della pompa idraulica | 3,0 kW | ||||
| Sistema pneumatico | Pressione di alimentazione dell'aria | 0,5 milionipa | |||
| Asportazione trucioli e raffreddamento | Tipo di trasportatore di trucioli | Catena piatta | |||
| Numero di trasportatori di trucioli | 2 | ||||
| Velocità di rimozione dei trucioli | 1 m/min | ||||
| Potenza del motore del trasportatore di trucioli | 2×0,75 kW | ||||
| Modalità di raffreddamento | Raffreddamento interno + raffreddamento esterno | ||||
| Pressione massima | 2 MPa | ||||
| Flusso massimo | 2×50L/min | ||||
| Impianto elettrico | CNC | Siemens 828D | |||
| CNCasseNumero | 6 | ||||
| Potenza totale del motore | Circa 75 kW | ||||
| Dimensioni complessive della macchina utensile | Lunghezza × Larghezza × Altezza | Di 8m × 8m × 3m | Di9m×9m×3m | Di10m×10m×3m | Di10m×10m×3m |
| Peso totale della macchina utensile | Circa 32t | Di40t | Di48t | ||
1. Questa macchina è composta principalmente da un basamento e una colonna, una trave e un tavolo scorrevole orizzontale, una scatola di alimentazione per la perforazione a pistone verticale, un tavolo di lavoro, un trasportatore di trucioli, un sistema idraulico, un sistema pneumatico, un sistema di raffreddamento, un sistema di lubrificazione centralizzata, un sistema elettrico, ecc.

2. Base del cuscinetto ad alta rigidità: il cuscinetto adotta un cuscinetto speciale a vite ad alta precisione. La superficie di montaggio extra lunga garantisce rigidità assiale. Il cuscinetto è pre-serrato da un controdado e la vite madre è pre-tensionata. L'entità dell'allungamento è determinata in base alla deformazione termica e all'allungamento della vite madre per garantire che la precisione di posizionamento della vite madre non cambi con l'aumento della temperatura.
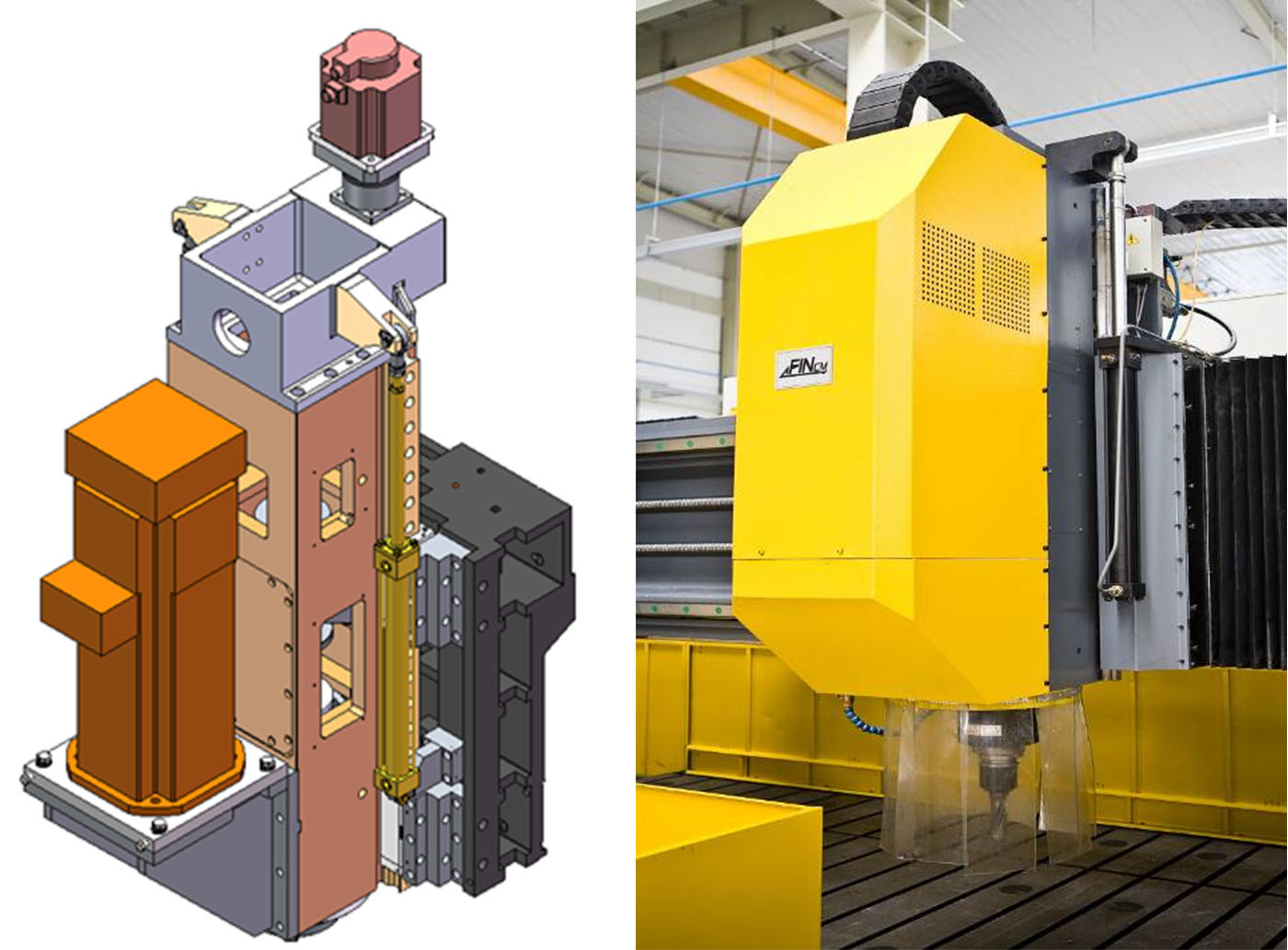
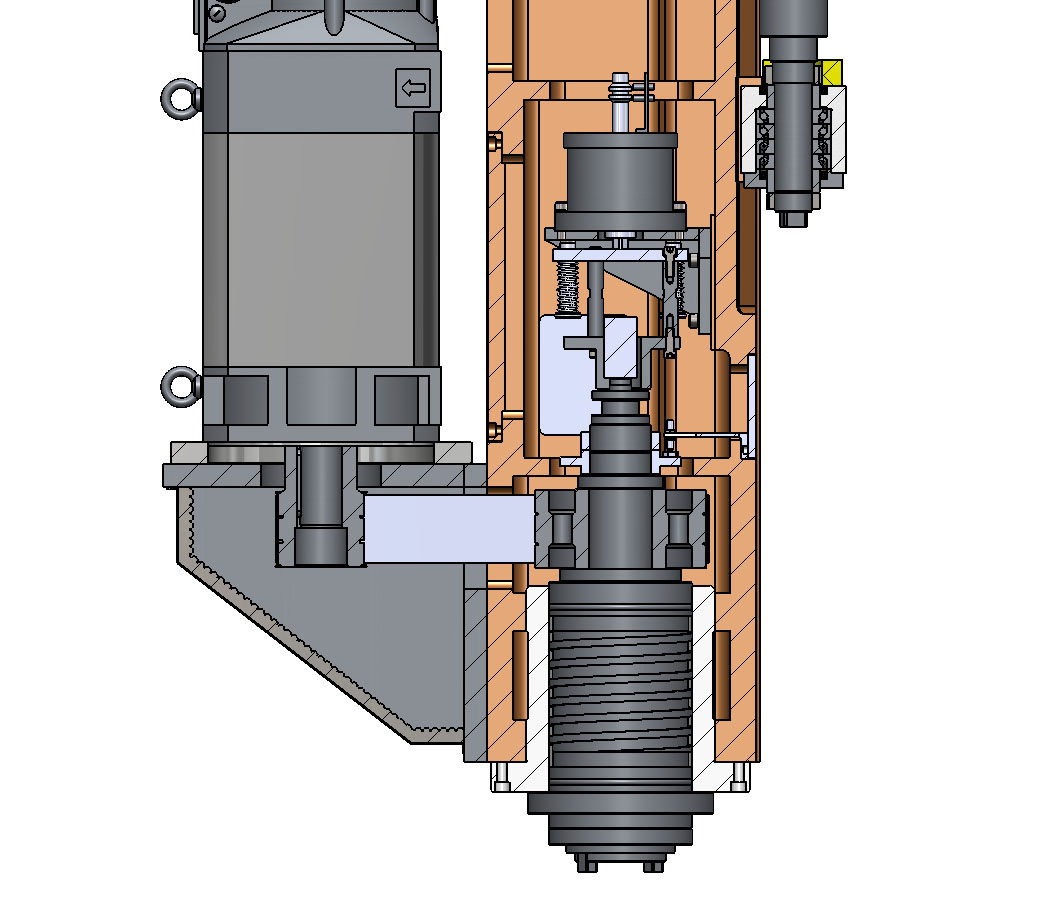
Testa di foratura e fresatura
3. Il movimento verticale (asse Z) della testa di potenza è guidato da una coppia di guide lineari a rulli disposte sul pistone, con elevata precisione di guida, elevata resistenza alle vibrazioni e basso coefficiente di attrito. La trasmissione a vite a sfere è azionata da un servomotore tramite un riduttore epicicloidale di precisione, che ha un'elevata forza di avanzamento.
4. Questa macchina adotta due trasportatori di trucioli a catena piatta su entrambi i lati del tavolo di lavoro. I trucioli di ferro e il refrigerante vengono raccolti nel trasportatore di trucioli, e i trucioli di ferro vengono trasportati al trasportatore di trucioli, il che è molto comodo per la rimozione dei trucioli; il refrigerante viene riciclato.
5. Questa macchina fornisce due metodi di raffreddamento: raffreddamento interno e raffreddamento esterno, che forniscono lubrificazione e raffreddamento sufficienti all'utensile ematerialedurante il taglio del truciolo, che garantisce meglio latrapanoqualità. La scatola di raffreddamento è dotata di componenti di rilevamento del livello del liquido e di allarme e la pressione di raffreddamento standard è di 2 MPa.
Mandrino di precisione
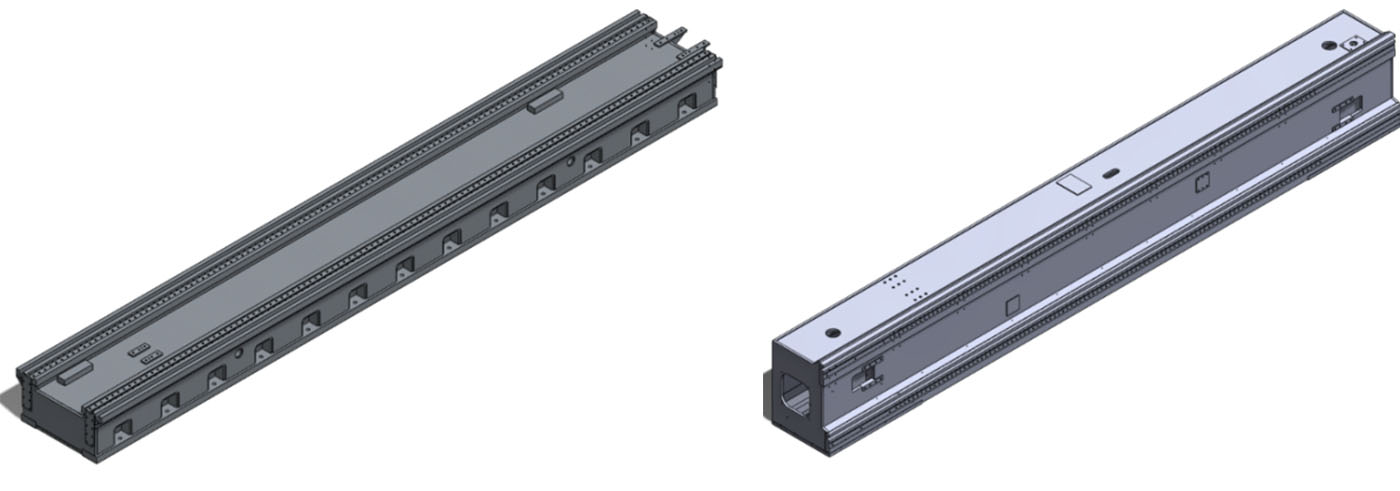
6. Le guide dell'asse X su entrambi i lati della macchina sono dotate di coperture protettive in acciaio inossidabile, mentre le guide dell'asse Y sono dotate di coperture protettive flessibili su entrambe le estremità.

trasportatore di trucioli
Dispositivo di raffreddamento
Dispositivo di lubrificazione automatica
7. Questa macchina è inoltre dotata di un rilevatore di bordi fotoelettrico per facilitare il posizionamento della piastra circolare.

Sistema CNC Siemens
| NO. | Nome | Marca | Paese |
| 1 | Guida lineare | HIWIN o PMI | Taiwan, Cina |
| 2 | Sistema di controllo CNC | Siemens | Germania |
| 3 | Servomotore e driver | Siemens | Germania |
| 4 | Mandrino di precisione | KENTURN o SPINTECH | Taiwan, Cina |
| 5 | valvola idraulica | YUKEN O Justmark | Giappone |
| 6 | Pompa dell'olio | Justmark | Taiwan, Cina |
| 7 | Sistema di lubrificazione automatico | BIJUR O HERG | Stati Uniti o Giappone |
| 8 | Pulsanti, spie luminose e altri componenti elettrici principali | SCHBEIDER/ABB | Francia / Germania |
Nota: quanto sopra è il nostro fornitore standard. È soggetto a sostituzione con componenti di pari qualità di altre marche qualora il fornitore sopra indicato non fosse in grado di fornirli per motivi particolari.



Breve profilo aziendale  Informazioni sulla fabbrica
Informazioni sulla fabbrica  Capacità produttiva annuale
Capacità produttiva annuale  Capacità di scambio
Capacità di scambio 
