







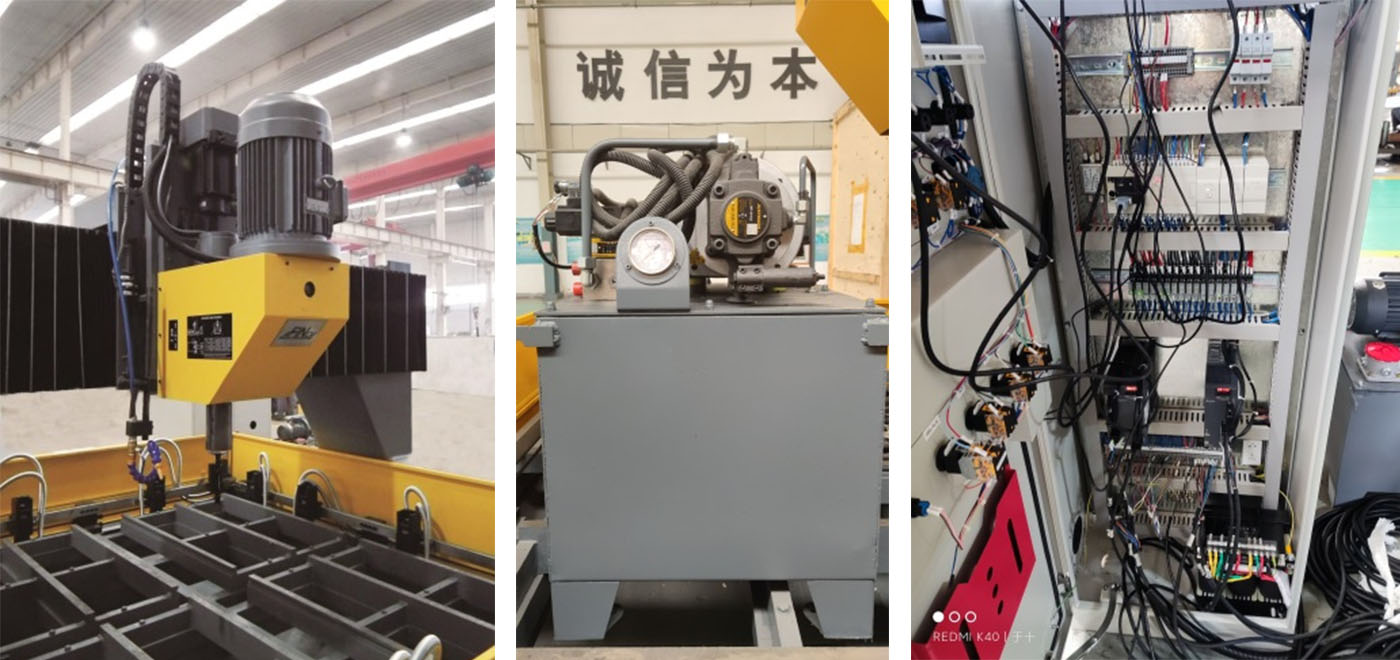
PLD7030-2 Macchina perforatrice per piastre CNC mobile a portale




| Massimopiattomisurare | Lunghezza x larghezza | 7000x3000mm |
| Tspessore | 200 millimetri | |
| Tavolo da lavoro | Dimensione della scanalatura a T | 22 millimetri |
| Testa di perforazione | Quantità | 2 |
| Perforazionebucogamma di diametro | Φ12-Φ50mm | |
| giri al minuto(frequenza variabile) | 120-560 giri/min | |
| Cono Morse del mandrino | Numero 4 | |
| Potenza del motore del mandrino | 2X7,5kW | |
| Movimento longitudinale del portale (asse x) | Corsa dell'asse X | 10000mm |
| Velocità di movimento sull'asse X | 0-8 m/min | |
| Potenza del servomotore dell'asse X | 2x2,0 kW | |
| Movimento laterale della testa di potenza (asse Y) | Spostamento sull'asse Y | 3000mm |
| Velocità di movimento sull'asse Y | 0-8 m/min | |
| Potenza del servomotore dell'asse Y | 2X1,5kW | |
| Movimento di avanzamento della testa di potenza (asse Z) | Corsa dell'asse Z | 350mm |
| Velocità di avanzamento dell'asse Z | 0-4000 mm/min | |
| Potenza del servomotore dell'asse Z | 2X1,5kW | |
| Trasportatore di trucioli e raffreddamento | Potenza del motore del trasportatore di trucioli | 0,75 kW |
| Potenza del motore della pompa di raffreddamento | 0,45 kW | |
| Eimpianto elettrico | Sistema di controllo | PLC+ computer superiore |
| Numero di assi CNC | 4 |
1. La posizione delle coordinate del foro può essere posizionata rapidamente alla velocità di 8 m/min e il tempo ausiliario è relativamente breve.
2. La macchina è dotata di una testa di foratura con tavola scorrevole e servo-avanzamento. Il motore del mandrino della testa di foratura adotta una regolazione continua della velocità a frequenza variabile e la velocità di avanzamento adotta una regolazione continua della velocità servo-assistita, il che ne agevola l'utilizzo.
3. Dopo aver impostato la corsa di avanzamento della perforazione, è disponibile una funzione di controllo automatico.
4. Il foro conico del mandrino è Morse n. 4 ed è dotato di manicotto di riduzione Morse n. 4/3, che può essere utilizzato per installare punte da trapano con diametri diversi.
5. È stata adottata la struttura mobile a portale, la macchina copre una piccola area e la disposizione della struttura è ragionevole.
6. Il movimento dell'asse X del portale è guidato da due coppie di guide lineari a rulli ad alta capacità portante, flessibili.
7. Il movimento dell'asse Y della sede scorrevole della testa di potenza è guidato da due coppie di guide lineari a rulli e azionato da un servomotore CA e da una coppia di viti a sfere di precisione, che garantiscono un'elevata precisione della posizione di foratura.
9. La macchina è dotata di un dispositivo di regolazione dell'utensile centrale a molla, che può determinare facilmente la posizione della flangia.
10. È dotato di un dispositivo di rimozione dei trucioli e di un serbatoio del refrigerante. Una pompa di raffreddamento fa circolare il refrigerante per la foratura del mandrino, migliorando le prestazioni di foratura e la durata della punta.

11. Il programma di controllo adotta un PLC ed è dotato di un computer superiore per facilitare l'archiviazione e l'inserimento del programma di lavorazione delle lastre, con un funzionamento semplice. La piattaforma software è un sistema a finestre, con un'interfaccia utente intuitiva, una gestione delle risorse chiara ed efficace e una potente funzione di programmazione; le dimensioni delle lastre possono essere inserite manualmente tramite tastiera o tramite interfaccia USB.
| NO. | Nome | Marca | Paese |
| 1 | Lguida lineare | HIWIN/CSK | Taiwan, Cina |
| 2 | PLC | Mitsubishi | Giappone |
| 3 | Servomotore e driver | Mitsubishi | Giappone |
| 4 | Catena portacavi | JFLO | Cina |
| 5 | Pulsante, spia luminosa | Schneider | Francia |
| 6 | vite a sfere | PMI | Taiwan, Cina |
Nota: quanto sopra è il nostro fornitore standard. È soggetto a sostituzione con componenti di pari qualità di altre marche qualora il fornitore sopra indicato non fosse in grado di fornirli per motivi particolari.



Breve profilo aziendale  Informazioni sulla fabbrica
Informazioni sulla fabbrica  Capacità produttiva annuale
Capacità produttiva annuale  Capacità di scambio
Capacità di scambio 





